
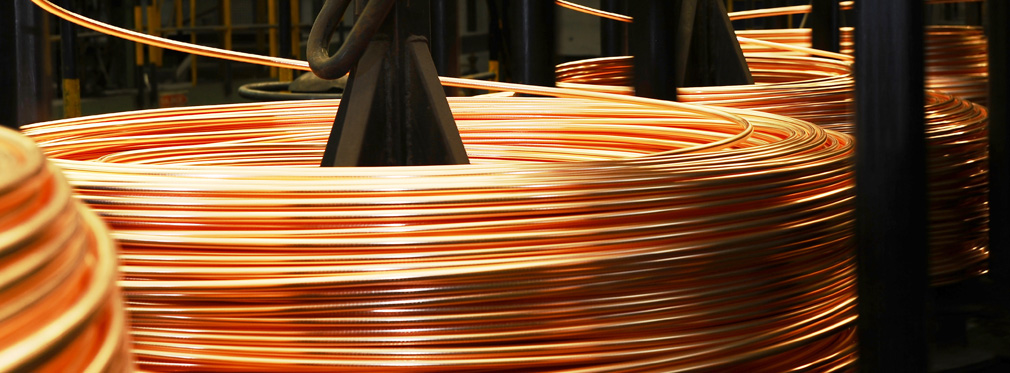
Wire Drawing Fluids
BECHEM’s Unopol and Berudraw range are globally sought after lubricants for wire drawing processes of Copper, Aluminium, Steel and alloys.
Extreme surface pressures and specific frictional forces are critical aspects that affect tool and work piece in a wire drawing process. Knowledge of distribution of contact stresses and friction coefficients over the die surface is critical in formulating the right lubricant that has to perform under demanding conditions.
BECHEM’s Unopol and Berudraw range are globally sought after lubricants for wire drawing processes of Copper, Aluminium, Steel and alloys. These advanced lubricants provide superior lubricity ensuring excellent surface finish for drawn wires. The dynamic additive package extends the service life of the lubricant and drawing die as well.
BECHEM's range of wire drawing fluids
High performance wire drawing fluid recommended for rod breakdown and medium wire drawing process of Copper and alloys. Also suitable for drawing copper in multiple wire machines up to final diameters of 0.20 mm. Provides excellent lubrication combined with effective cleaning of wire and machine. BECHEM Unopol G 560 provides long service life of emulsion.
| BECHEM Unopol G 560 |
|
|---|---|
| Application | Rod Breakdown |




Semi synthetic drawing lubricant recommended for use in drawing medium and fine wires of bare, tinned, nickel and silver plated copper wires. The product is apt for drawing in single and multi wire systems with diameters down to 0.10 mm till even up to 0.07 mm. Combination of selected lubricating additives and inhibitors in Unopol F 811 ensures stable viscosity and longer sump life. Can be applied in dipping and spraying machines.
| BECHEM Unopol F 811 |
|
|---|---|
| Application | Fine wire drawing |

Next generation water miscible, mineral oil containing semi synthetic drawing lubricant that is specially designed as an annealing fluid for continuous annealing in fine and superfine wire drawing processes. Unopol SPG 623 contains high level of Copper inhibitors, which protect the wire against discolouration after intense annealing. Product offers excellent cleaning effect as well as protection against corrosion and staining
| BECHEM Unopol SPG 623 |
|
|---|---|
| Application | Annealer lubricant |
Non water miscible drawing lubricant for wet drawing of Aluminium and alloys. Can also be used in medium wire breakdown systems of diameters upto 0.60 mm. Combination of selected lubricating additives and inhibitors ensures stable viscosity and longer sump life. Can be applied in dipping and spraying machines.
| Berudraw AL 20 |
|
|---|---|
| Application | Rod Breakdown |
| Viscosity [mm2/S] at 40 °C | 180 – 200 |


Low viscous non emulsifying medium to fine wire drawing lubricant for continuous wet drawing of Aluminium and alloys. Berudraw AL 3 contains proven combination of lubricity improvers and oxidation inhibitors that provide superior lubricating properties with high resistance to ageing and corrosion protection. Additionally Berudraw AL 3 extends die life.
| Berudraw AL 3 |
|
|---|---|
| Application | Fine wire drawing |
| Viscosity [mm2/S] at 40 °C | 27-33 |
Non water miscible drawing oil for wet cold drawing of low and high alloy steel. Forming degrees about 20% to 30% can be achieved. Suitable for round bars, profiles (squares & hexagonal) with difficult geometries. Ensures long tool life and excellent surface finish
| Berudraw 4046 |
|
|---|---|
| Application | Rod Breakdown / Bright bar drawing |
| Viscosity [mm2/S] at 40 °C | 277 – 337 |
Non water miscible chlorine free oil for medium and fine wire drawing of Steel and SS wires. EP and AW additive package in the lubricant ensures extended tool life
| Berudraw 244 |
|
|---|---|
| Application | Medium and fine wire drawing |
| Viscosity [mm2/S] at 40 °C | 20-24 |
Beruclean Eco is a high performance cleaner based on synthetic hydrocarbons with no ozone depleting agents. Compatible with plastics and rubber. Universal cold cleaning agent, free of aromatic hydrocarbons, almost no smell, readily biodegradable according to OECD 301 F. Also NSF-H1 appoved. Gives temporary rust protection.
| Beruclean Eco |
|
|---|---|
| Application | Copper, Aluminium, Steel and Stainless Steel |
| Viscosity [mm2/S] at 40 °C | 1.8 |


Latest Blog Updates
Copper dust affecting surface finish and rejection rates in copper wire drawing process
Can industrial cleaners help increase surface finish, reduce wire breakage, improve machine cleanliness and avoid blackening in copper wire drawing process. Industrial cleaners or degreasers play an integral role in…

A case study on effectiveness of MQL for drilling operation.
Drilling as a machining process is often considered a challenging process due to multiple factors such as strain hardening, toughness, high plasticity, tendency to form built-up edges and difficulty in…

Advanced neat oils for productivity and cleaner work environment
The research and advancement of neat oils in high speed metal cutting application is aimed at achieving higher productivity and improved surface quality. Unlike water miscible cutting fluids which are…

How can lubricating oils impact process efficiency in forming processes?
Case study demonstrates the impact of lubricating oil in the process efficiency of sheet metal drawing and blanking operations.Deep drawing is one of the most convenient sheet metal forming process,…
Support response: Median email response time of less than 3 hours.